

當(dāng)2025年歐盟RoHS3.0新規(guī)正式落地,無鉛焊錫球已成為電子制造業(yè)的強(qiáng)制選擇。在最近深圳電子展的調(diào)研中發(fā)現(xiàn),仍有近30%的工程師遭遇焊點(diǎn)脆裂、虛焊率飆升的困擾。究其根源,正是無鉛焊錫球的特殊物性與傳統(tǒng)工藝的錯配。本文結(jié)合最新J-STD-020G標(biāo)準(zhǔn)及產(chǎn)線實(shí)測數(shù)據(jù),揭示無鉛焊接的實(shí)戰(zhàn)密碼。

選型迷思破解:SAC305還是低溫合金?
在2025年主流產(chǎn)線中,SAC305(錫銀銅)合金憑借260℃左右熔點(diǎn)和穩(wěn)定機(jī)械強(qiáng)度,仍是車規(guī)級產(chǎn)品的首選。但華為最新白皮書指出:其熱疲勞壽命比傳統(tǒng)錫鉛焊料低40%,這對高頻震動設(shè)備埋下隱患。若需焊接熱敏感元件(如柔性O(shè)LED屏),建議切換至SAC-Bi系低溫焊錫球,熔點(diǎn)可降至195℃。但需警惕鉍元素帶來的脆性問題——某無人機(jī)廠商就曾因跌落測試中BGA焊點(diǎn)成片斷裂,損失千萬級訂單。
更隱蔽的陷阱在于焊錫球粒徑選擇。當(dāng)進(jìn)行01005封裝焊接時,0.2mm焊錫球與0.15mm焊盤的搭配會產(chǎn)生致命虹吸效應(yīng)。中芯國際2025年Q2故障分析報(bào)告顯示,因此導(dǎo)致的橋接缺陷占比達(dá)17%。建議遵循“球徑=焊盤寬度×0.8”的黃金法則,并在鋼網(wǎng)設(shè)計(jì)時采用梯形開口,使焊膏沉積量提升15%。
工藝窗口的精準(zhǔn)控制:溫度曲線的生死線
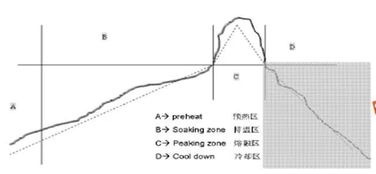
無鉛焊接的最大挑戰(zhàn)在于極窄的工藝窗口。傳統(tǒng)錫鉛焊料的峰值溫度公差為±10℃,而SAC305要求±5℃。2025年特斯拉曝光的車載控制器召回事件,正是因回流焊爐溫偏差7℃導(dǎo)致IMC層過厚引發(fā)的。必須采用三段式升溫曲線:80-120℃區(qū)段斜率≤2℃/s以避免爆沸,217℃以上液相線維持45-75秒(手機(jī)主板取下限,服務(wù)器板卡取上限),降溫速率則需控制在4℃/s內(nèi)防止熱沖擊。
氮?dú)獗Wo(hù)已成必備選項(xiàng)。當(dāng)氧含量>800ppm時,SAC305焊點(diǎn)氧化率激增3倍。但某頭部代工廠的教訓(xùn)值得警惕:過度追求20ppm超低氧環(huán)境,反而因焊錫球表面張力突變引發(fā)立碑缺陷。建議將氧濃度維持在200-500ppm區(qū)間,并搭配免清洗助焊劑,其活化溫度需與焊錫球熔程嚴(yán)格匹配。
可靠性煉金術(shù):從焊點(diǎn)到壽命的魔法
2025年最顛覆性的進(jìn)展當(dāng)屬微觀結(jié)構(gòu)控制技術(shù)。清華大學(xué)團(tuán)隊(duì)開發(fā)的脈沖超聲輔助焊接裝置,通過20kHz高頻振動使β-Sn晶粒尺寸縮小至3μm以下,抗剪切強(qiáng)度提升60%。而焊后處理同樣關(guān)鍵:工業(yè)級產(chǎn)品必須進(jìn)行-55℃~125℃的1000次循環(huán)熱沖擊測試,消費(fèi)電子則需通過JEDEC-MS-033的85℃/85%RH雙85老化驗(yàn)證。
針對BGA底部填充膠的選擇,環(huán)氧樹脂體系正被聚氨酯丙烯酸酯取代。后者在150℃熱老化2000小時后,CTE(熱膨脹系數(shù))仍能保持與焊錫球±1ppm/℃的匹配度。但需注意固化深度控制——某醫(yī)療設(shè)備廠商就因UV光穿透不足導(dǎo)致內(nèi)部空洞率超標(biāo),引發(fā)FDA審查危機(jī)。
致命細(xì)節(jié):那些數(shù)據(jù)手冊不會寫的安全紅線
無鉛焊錫球在倉儲環(huán)節(jié)暗藏殺機(jī)。當(dāng)環(huán)境濕度>60%時,SAC307合金會與水汽反應(yīng)生成SnO?氧化層,使?jié)櫇駮r間延長50%。建議拆封后72小時內(nèi)用完,或存放在10%RH以下的防潮柜中。更兇險的是焊接煙霧防護(hù):無鉛焊料釋放的甲醛濃度是含鉛焊料的2.3倍,2025年新國標(biāo)GBZ 2.1-2025已將車間通風(fēng)量標(biāo)準(zhǔn)提升至35m3/h·人。
返修環(huán)節(jié)的暴力拆解更是災(zāi)難源頭。熱風(fēng)槍溫度超過300℃會引發(fā)銅基板分層,而機(jī)械撬取則會導(dǎo)致焊盤撕裂。應(yīng)采用階梯式加熱:先整體預(yù)熱至150℃,再局部升溫至235℃,配合BGA專用吸嘴垂直起拔。每次返修后需補(bǔ)充焊錫球,但新舊球混合比例不得超過1:4,否則熔程差異將引發(fā)冷焊。
問答:
問題1:無鉛焊錫球?yàn)楹螌囟热绱嗣舾校?/strong>
答:核心在于其冶金特性。以SAC305為例,銀元素在217℃以上快速形成Ag?Sn金屬間化合物,當(dāng)溫度波動超過5℃時,IMC層厚度可能從1.2μm驟增至4μm。過厚的IMC會像玻璃般脆裂,而溫度不足則導(dǎo)致Cu?Sn?晶須生長失控,兩者都會引發(fā)焊點(diǎn)失效。
問題2:如何判斷焊錫球氧化程度?
答:2025年行業(yè)推廣的“雙色比法”值得借鑒。取少量焊錫球置于白色陶瓷板,滴加5%鹽酸溶液。未氧化球體呈現(xiàn)亮銀色,輕微氧化顯淡黃色,嚴(yán)重氧化則變灰黑色。更精確的做法是用X射線光電子能譜儀檢測表面氧原子占比,警戒線為8.5at%。
本新聞不構(gòu)成決策建議,客戶決策應(yīng)自主判斷,與本站無關(guān)。本站聲明本站擁有最終解釋權(quán), 并保留根據(jù)實(shí)際情況對聲明內(nèi)容進(jìn)行調(diào)整和修改的權(quán)利。 [轉(zhuǎn)載需保留出處 - 本站] 分享:焊錫球信息

 添加好友,隨時咨詢
添加好友,隨時咨詢